
Aluminium en toestand aanduiding
De aanduiding van aluminium begint met ‘Al’. Dit geeft het basismetaal aluminium aan. Vervolgens volgen de belangrijkste legeringselementen die worden aangeduid met een chemisch symbool en een getal dat de hoeveelheid ervan aangeeft in massaprocent. Voorbeelden zijn:
- AlMg3 – legering EN AW 5754
- AlMg4,5Mn – legering EN AW 5083
- AlMgSi1 – legering EN AW 6082
- AlZnMgCu1,5 – legering EN AW 7075
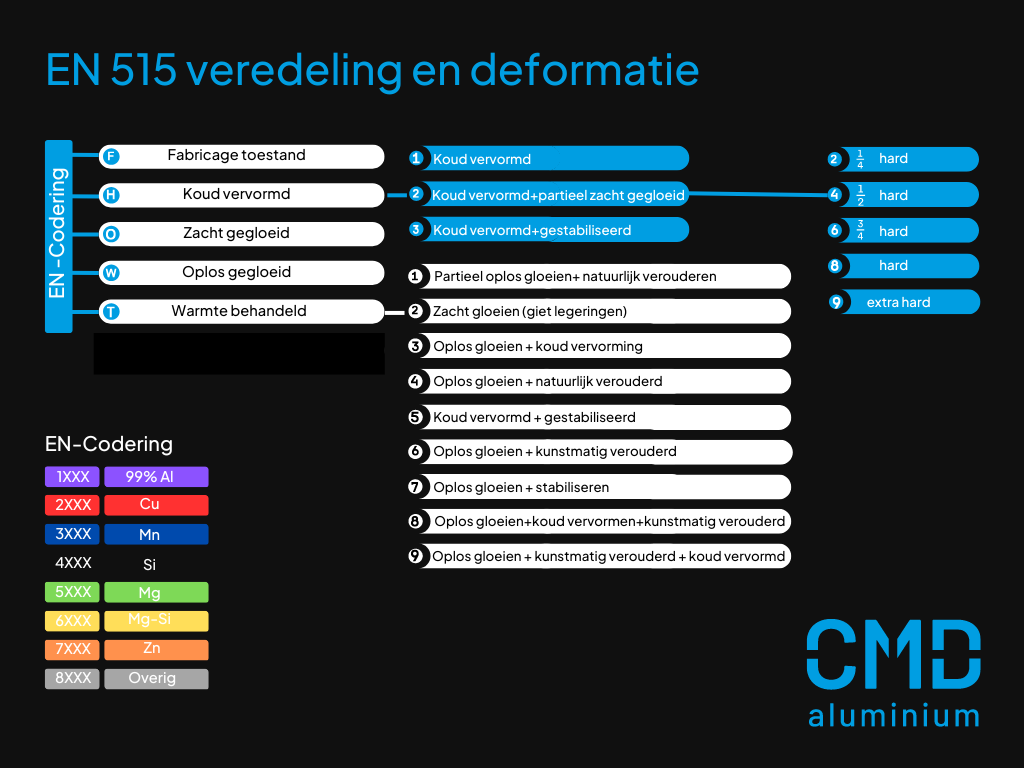
Naast de legering is ook de toestand waarin het materiaal zich bevind bepalend voor de uiteindelijke eigenschappen van het aluminium. Na het extruderen (persen), walsen of gieten krijgt het aluminium een nabehandeling. Met toestand wordt de nabehandeling bedoeld. Door het materiaal koud te deformeren of het een (warmte) behandeling te laten ondergaan veranderd de toestand.
Door middel van de hoofdletters achter de legeringsaanduiding wordt de toestand aangegeven waarin het aluminium zich bevindt. Na de hoofdletters volgen cijfers die een nauwkeurigere beschrijving geven van de toestand waarin het aluminium zich verkeert. De onderstaande opsomming geeft een overzicht van verschillende mogelijke toestanden.
Hier kunt u een overzicht inzien van de toestanden van aluminium.
F staat voor ‘Fabricagetoestand’
- F; Zoals geproduceerd: er zijn geen grenzen gespecificeerd voor de mechanische eigenschappen.
O staat voor ‘Zachtgegloeid’ (kneedlegeringen)
- O; Zacht gegloeide producten, die na warmvervorming de vereiste eigenschappen voor de zachtgegloeide toestand verkrijgen, mogen worden aangeduid met de O-toestand.
- O1; Een warmtebehandeling ondergaan bij ongeveer dezelfde temperatuur en gedurende dezelfde tijd als voor oplosgloeien, gevolgd door langzaam afkoelen tot kamertemperatuur (voorheen aangeduid als T41).
- O2; Een warmtebehandeling tijdens de mechanische bewerking om de vervormbaarheid te optimaliseren, zoals benodigd bij superplastisch vervormen (SPF).
- O3; Gehomogeniseerd
H staat voor ‘Koud vervormd’.
- H12; Verstevigd met 1/4 hardheid
- H14; Verstevigd met 1/2 hardheid
- H16; Verstevigd met 3/4 hardheid
- H18; Verstevigd met 4/4 volledige hardheid
- H19; Verstevigd met extra hoge hardheid
- Hxx4; Van toepassing op plaat of band met patroon of reliëf, vervaardigd in de overeenkomstige Hxx-toestand.
- Hxx5; Verstevigd. De hardheid geldt voor gelaste buis.
- H111; Zacht gegloeid en in beperkte mate (minder dan H11) verstevigd door alternatieve bewerkingen zoals richten of strekken.
- H112; In beperkte mate verstevigd door verhitting of een beperkte hoeveelheid koudvervorming, met gespecificeerde grenswaarden voor de mechanische eigenschappen.
- H116; Van toepassing op aluminium-magnesiumlegeringen met een magnesiumgehalte van 4% of meer, waarbij de grenswaarden voor de mechanische eigenschappen en de weerstand tegen afbladdercorrosie zijn gespecificeerd.
- H22; Verstevigd en daarna op hardheid gegloeid – 1/4 hard
- H24; Verstevigd en daarna op hardheid gegloeid – 1/2 hard
- H26; Verstevigd en daarna op hardheid gegloeid – 3/4 hard
- H28; Verstevigd en daarna op hardheid gegloeid – 4/4 hard, volledig verstevigd
- H32; Verstevigd en vervolgens gestabiliseerd – 1/4 hard
- H34; Verstevigd en vervolgens gestabiliseerd- 1/2 hard
- H36; Verstevigd en vervolgens gestabiliseerd- 3/4 hard
- H38; Verstevigd en vervolgens gestabiliseerd- 4/4 hard, volledig verstevigd
- H42; Verstevigd en vervolgens gelakt of geschilderd- 1/4 hard
- H44; Verstevigd en vervolgens gelakt of geschilderd- 1/2 hard
- H46; Verstevigd en vervolgens gelakt of geschilderd- 3/4 hard
- H48; Verstevigd en vervolgens gelakt of geschilderd – 4/4 hard, volledig verstevigd
W staat voor ‘oplos gegloeid’
- W; Oplosgegloeid (onstabiele toestand). De periode van natuurlijke veroudering (bijv. W2h…) kan ook worden gespecificeerd.
- W51; Oplosgegloeid (onstabiele toestand) en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- W510; Oplosgegloeid (onstabiele toestand) en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Na het strekken ondergaan de producten geen verdere vlakbewerking. Dit geldt voor getrokken buizen.
- W511; Dezelfde omschrijving als W510, met de uitzondering dat een lichte vlakbewerking na het strekken is toegestaan om te voldoen aan genormaliseerde toleranties.
- W52; Oplosgegloeid (onstabiele toestand) en spanningsarm gemaakt door middel van stuiken met een blijvende vervorming van 1% tot 5%.
- W54; Oplosgegloeid (onstabiele toestand) en spanningsarm gemaakt door stuiken (koud nadrukken) in de laatste matrijs.
T staat voor ‘warmte behandeld’ (Heat treatables)
- Partieel oplosgloeien en natuurlijk verouderd
- Zachtgloeien (dit heeft betrekking op gietlegeringen)
- Oplosgloeien en koudvervorming
- Oplosgloeien en natuurlijk verouderd
- Kunstmatig verouderd
- Oplosgloeien en kunstmatig verouderd
- Oplosgloeien en stabiliseren
- Oplosgloeien, koudvervormen en kunstmatig verouderen
- Oplosgloeien, kunstmatig verouderen en koud vervormen
Het tweede of derde cijfer achter de T duidt op een speciale extra behandeling die op het aluminium wordt uitgevoerd.
- T1; Afgeschrikt na warmvervorming en vervolgens natuurlijk verouderd.
- T2; Afgeschrikt na warmvervorming, vervolgens verstevigd en natuurlijk verouderd.
- T3; Oplosgegloeid, verstevigd en vervolgens natuurlijk verouderd.
- T31; Oplosgegloeid, vervolgens tot ongeveer 1% verstevigd en natuurlijk verouderd.
- T351; Oplosgegloeid, spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Na het strekken ondergaan de producten geen verdere lakbewerking.
- T3510; Oplosgegloeid, spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Na het strekken ondergaan de producten geen verdere vlakbewerking (ook gebruikt voor getrokken buis).
- T3511; Dezelfde omschrijving als bovenstaande T3510 met de uitzondering dat een lichte vlakbewerking na het strekken is toegestaan om te kunnen voldoen aan genormaliseerde toleranties.
- T354; Oplostgegloeid en vervolgens spanningsarm gemaakt door koud nadrukken (stuiken) in de laatste matrijs.
- T36; Oplosgegloeid en vervolgens tot circa 6% verstevigd en natuurlijk verouderd.
- T37; Oplosgegloeid, en vervolgens tot circa 7% verstevigd en natuurlijk verouderd.
- T39; Oplosgegloeid en in de juiste mate verstevigd om de gespecificeerde mechanische eigenschappen te verkrijgen. Vóór of na de natuurlijke veroudering kan de versteviging worden uitgevoerd.
- T4; Oplosgegloeid en vervolgens natuurlijk verouderd.
- T42; Oplosgegloeid en natuurlijk verouderd. Dit wordt toegepast op beproevingsmateriaal dat is warmtebehandeld vanuit de zachtgegloeide toestand of de F-toestand, of op producten die een warmtebehandeling hebben ondergaan vanuit elke hardheidstoestand bij de gebruiker.
- T451; Oplosgegloeid en vervolgens spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T4510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken en vervolgens natuurlijk verouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T4511; Dezelfde omschrijving als de bovengenoemde T4510, met de uitzondering dat een lichte vlakbewerking na het strekken is toegestaan om te voldoen aan genormaliseerde toleranties.
- T452; Oplosgegloeid en spanningsarm gemaakt door stuiken met een blijvende vervorming van 1% tot 5%, en vervolgens natuurlijk verouderd.
- T454; Oplosgegloeid, spanningsarm gemaakt door koudnadrukken (stuiken) in de laatste matrijs, en vervolgens natuurlijk verouderd.
- T5; Afgekoeld na warmvervorming en vervolgens kunstmatig verouderd.
- T51; Afgekoeld na warmvervorming en vervolgens niet volledig kunstmatig verouderd om de vervormbaarheid te verbeteren.
- T56; Afgekoeld na warmvervorming en vervolgens kunstmatig verouderd – de mechanische eigenschappen zijn hoger dan bij T5 en worden bereikt door speciale procescontrole (alleen van toepassing op de 6000-serie).
- T6; Oplosgegloeid en vervolgens kunstmatig verouderd.
- T61; Oplosgegloeid en vervolgens niet volledig kunstmatig verouderd, zodat de vervormbaarheid wordt verbeterd.
- T6151; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens niet volledig kunstmatig verouderd om de vervormbaarheid te verbeteren. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T62; Oplosgegloeid en vervolgens kunstmatig verouderd. Dit wordt toegepast bij beproevingsmateriaal dat is warmtebehandeld vanuit een zachtgegloeide- of F-toestand of bij producten die een warmtebehandeling hebben ondergaan vanuit elke hardheidstoestand bij de gebruiker.
- T64; Oplosgegloeid en vervolgens niet volledig kunstmatig verouderd (tussen T6 en T61) zodat de vervormbaarheid wordt verbeterd.
- T651; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens worden de platen kunstmatig verouderd. De producten ondergaan na strekken geen verdere vlakbewerking.
- T6510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens worden de platen kunstmatig verouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T6511; Dezelfde omschrijving als de bovenstaande T6510 met de uitzondering dat een lichte vlakbewerking na het strekken is toegelaten om te kunnen voldoen aan de genormaliseerde toleranties.
- T652; Oplosgegloeid en spanningsarm gemaakt door stuiken met een blijvende vervorming van 1% tot 5% en vervolgens kunstmatig verouderd.
- T654; Oplosgegloeid en spanningsarm gemaakt door koudnadrukken (stuiken) in de laatste matrijs. Vervolgens worden de platen kunstmatig verouderd.
- T66; Veredeld en vervolgens kunstmatig verouderd. Door een speciale procescontrole is het niveau van de mechanische eigenschappen hoger dan bij T6 (alleen van toepassing op de 6000 groep).
- T7; Oplosgegloeid en vervolgens kunstmatig oververouderd.
- T73; Oplosgegloeid en vervolgens kunstmatig oververouderd, zodat een betere weerstand tegen spanningscorrosie wordt verkregen.
- T732; Oplosgegloeid en vervolgens kunstmatig oververouderd om een betere weerstand tegen spanningscorrosie te garanderen. Dit wordt toegepast bij beproevingsmateriaal dat is warmtebehandeld vanuit de zachtgegloeide- of F-toestand of bij producten die een warmtebehandeling hebben ondergaan vanuit elke hardheidstoestand bij de gebruiker
- T7351; Oplosgegloeid en vervolgens spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Om een betere weerstand tegen spanningscorrosie te verkrijgen, worden de platen kunstmatig oververouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T73510; Oplosgegloeid en vervolgens spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Om een betere weerstand tegen spanningscorrosie te verkrijgen, worden de platen vervolgens kunstmatig oververouderd. De producten ondergaan na strekken geen verdere vlakbewerking.
- T73511; Dezelfde omschrijving als de bovenstaande T73510 met de uitzondering dat na het strekken een lichte vlakbewerking is toegestaan om aan de genormaliseerde toleranties te voldoen.
- T7352; Oplosgegloeid en vervolgens spanningsarm gemaakt door middel van stuiken met een blijvende vervorming van 1% tot 5%. Om een betere weerstand tegen spanningscorrosie te verkrijgen, worden de platen kunstmatig oververouderd.
- T7354; Oplosgegloeid en vervolgens spanningsarm gemaakt door koudnadrukken (stuiken) in de laatste matrijs. Vervolgens worden de platen kunstmatig oververouderd om een betere weerstand tegen spanningscorrosie te verkrijgen.
- T74; Oplosgegloeid en vervolgens kunstmatig oververouderd (tussen T73 en T76 in).
- T7451; Oplosgegloeid en vervolgens spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens worden de platen kunstmatig oververouderd (tussen T73 en T76 in). Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T74510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens kunstmatig oververouderd (tussen T73 en T76 in). Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T74511; Dezelfde omschrijving als de bovengenoemde T74510 met de uitzondering dat na het strekken een lichte vlakbewerking is toegestaan om te kunnen voldoen aan genormaliseerde toleranties.
- T7452; Oplosgegloeid en spanningsarm gemaakt door middel van stuiken met een blijvende vervorming van 1% tot 5%. Vervolgens worden de platen kunstmatig oververouderd (tussen T73 en T76 in).
- T7454; Oplosgegloeid en spanningsarm gemaakt door middel van koudnadrukken. Ook wel stuiken genoemd. Vervolgens kunstmatig oververouderd (tussen T73 en T76 in).
- T76; Oplosgegloeid en om een goede weerstand tegen afbladdercorrosie te verkrijgen daarna kunstmatig oververouderd.
- T761; Oplosgegloeid en vervolgens kunstmatig oververouderd om een goede weerstand tegen afbladdercorrosie te verkrijgen. Dit is alleen van toepassing op plaat en band in de legering 7475.
- T762; Oplosgegloeid en vervolgens kunstmatig oververouderd, zodat een goede weerstand tegen afbladdercorrosie wordt verkregen. Dit wordt toegepast bij beproevingsmateriaal dat eerst is warmtebehandeld vanuit de zachtgegloeide- of F-toestand of bij producten die een warmtebehandeling hebben ondergaan vanuit elke hardheidstoestand bij de gebruiker.
- T7651; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Om een goede weerstand tegen afbladdercorrosie te verkrijgen worden de platen kunstmatig oververouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T76510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Om een goede weerstand tegen afbladdercorrosie te verkrijgen worden de platen kunstmatig oververouderd. De producten ondergaan geen verdere vlakbewerking na het strekken. Dit wordt ook gebruikt voor getrokken buis.
- T76511; Dezelfde omschrijving als de bovengenoemde T76510 met de uitzondering dat na het strekken een lichte vlakbewerking wordt toegestaan om te kunnen voldoen aan de genormaliseerde toleranties.
- T7652; Oplosgegloeid en spanningsarm gemaakt door middel van stuiken met een blijvende vervorming van 1% tot 5%. Om een goede weerstand tegen afbladdercorrosie te verkrijgen, worden de platen daarna kunstmatig oververouderd.
- T7654; Oplosgegloeid en spanningsarm gemaakt door koudnadrukken (stuiken) in de laatste matrijs. Vervolgens worden de platen kunstmatig oververouderd om een goede weerstand tegen afbladdercorrosie te verkrijgen.
- T79; Oplosgegloeid en vervolgens kunstmatig oververouderd (in zeer geringe mate).
- T79510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens kunstmatig oververouderd (in zeer geringe mate). Na het strekken ondergaan de producten geen verdere vlakbewerking. Dit geldt ook voor getrokken buis.
- T79511; Dezelfde omschrijving als de bovengenoemde T79510 met de uitzondering dat na het strekken een lichte vlakbewerking wordt toegelaten om te kunnen voldoen aan genormaliseerde toleranties.
- T8; Oplosgegloeid en verstevigd. Vervolgens kunstmatig verouderd.
- T81; Oplosgegloeid en ongeveer 1% verstevigd. Naderdien kunstmatig verouderd.
- T82; Oplosgegloeid door de gebruiker met een minimale blijvende vervorming van 2% gecontroleerd gestrekt. Nadien kunstmatig verouderd. Dit is van toepassing op de legering 8090.
- T832; Oplosgegloeid en in een bepaalde mate gecontroleerd verstevigd. Nadien kunstmatig verouderd. Dit is van toepassing op getrokken buis in de legering 6063.
- T841; Oplosgegloeid en verstevigd. Nadien kunstmatig onderverouderd. Dit geldt voor plaat en band in de legering 2091 en 8090.
- T84151; Oplosgegloeid en spanningsarm gemaakt door middel van strekken met blijvende vervorming van 1,5% tot 3%. Nadien kunstmatig verouderd. Dit is van toepassing op een dikke plaat in de legeringen 2091 en 8090.
- T851; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Nadien worden de platen kunstmatig verouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T8510; Oplosgegloeid en spanningsarm gemaakt door een gecontroleerde hoeveelheid strekken. Vervolgens in zeer geringe mate kunstmatig verouderd. Na het strekken ondergaan de producten geen verdere vlakbewerking.
- T8511; Dezelfde omschrijving als de bovengenoemde T8510 met de uitzondering dat na het strekken een lichte vlakbewerking is toegelaten om te kunnen voldoen aan genormaliseerde toleranties.
- T852; Oplosgegloeid en spanningsarm gemaakt door middel van stuiken met een blijvende vervorming van 1% tot 5%. Nadien worden de platen kunstmatig verouderd.
- T854; Oplosgegloeid en spanningsarm gemaakt door middel van koudnadrukken (stuiken) met een blijvende vervorming van 1% tot 5%. Vervolgens kunstmatig verouderd.
- T86; Oplosgegloeid en tot ongeveer 6% verstevigd. Vervolgens worden de platen kunstmatig verouderd.
- T87; Oplosgegloeid en tot ongeveer 7% verstevigd. Nadien kunstmatig verouderd.
- T89; Oplosgegloeid en in de juiste mate verstevigd, zodat de gespecificeerde mechanische eigenschappen te bereiken en daarna kunstmatig verouderd.
- T9; Oplosgegloeid en kunstmatig verouderd. Nadien verstevigd.

{kind=link}